辰彗小學堂
關於燒結那檔事.....
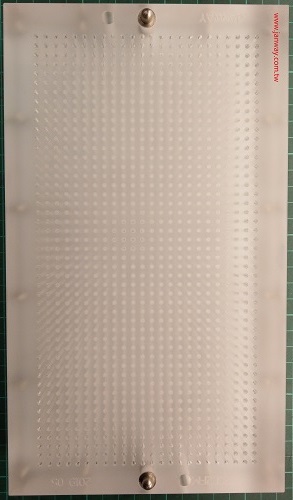
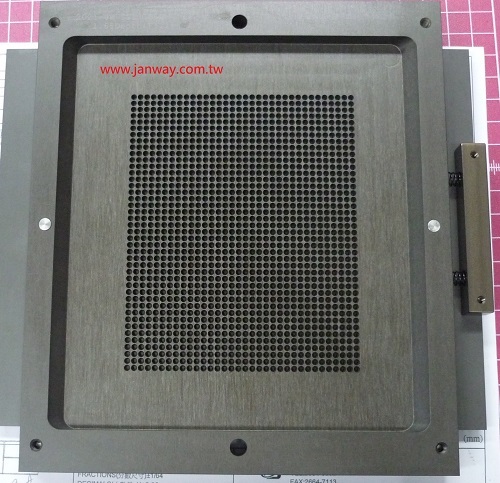
燒結封裝電子零件就是把相關零配件組合在一起後,變成一個電子產品,再轉給系統或模組產品商放在電路板上運用。一般常用的電子產品有:電容、電感、二極體、變壓器、繼電器與集體電路等。本文就以本公司擅長,且服務客戶經驗較多的【晶體二極體】製程燒結用治具,來跟大家介紹與說明:
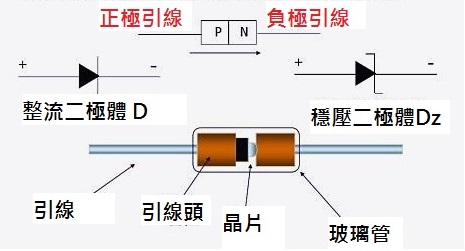
(1)什麼是二極體?
燒結封裝電子零件就是把相關零配件組合在一起後,變成一個電子產品,再轉給系統或模組產品商放在電路板上運用。一般常用的電子產品有:電容、電感、二極體、變壓器、繼電器與集體電路等。本文就以本公司擅長,且服務客戶經驗較多的【晶體二極體】製程燒結用治具,來跟大家介紹與說明:
(1)什麼是二極體?
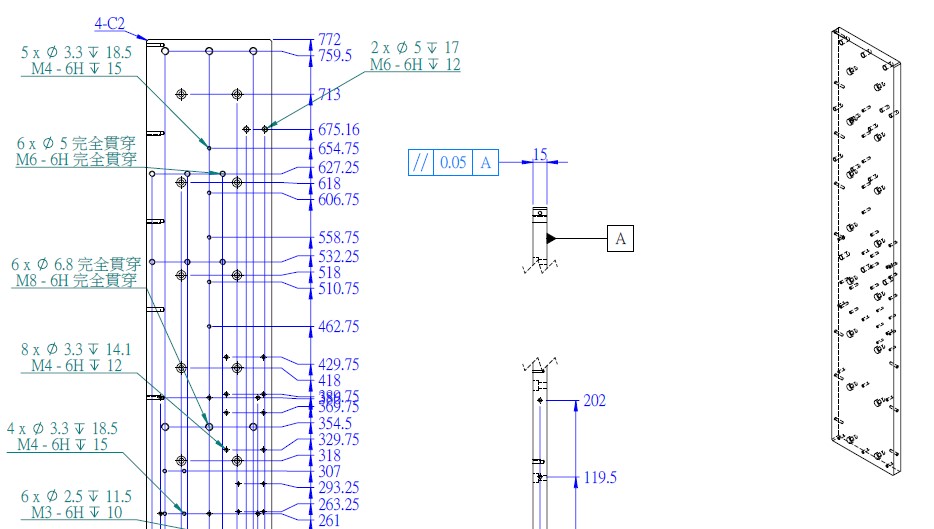
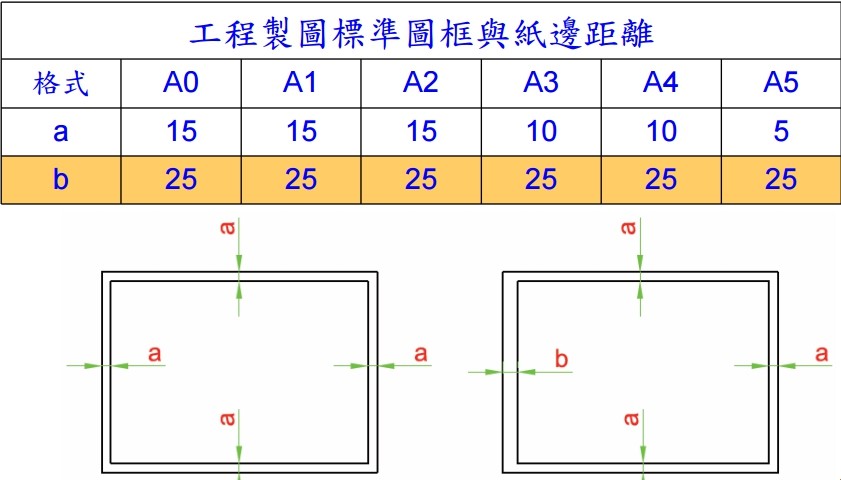
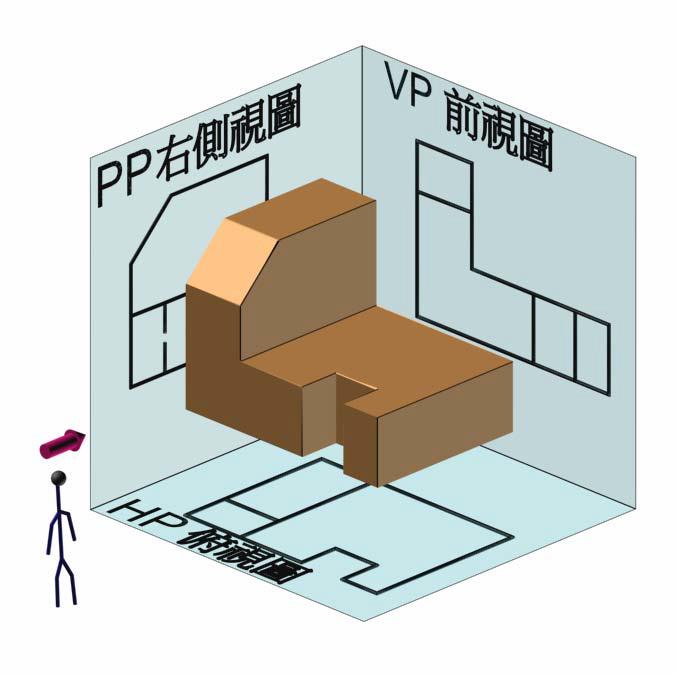
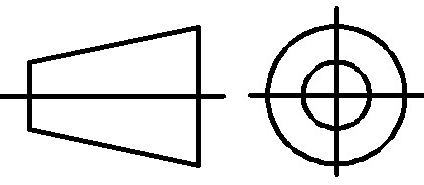
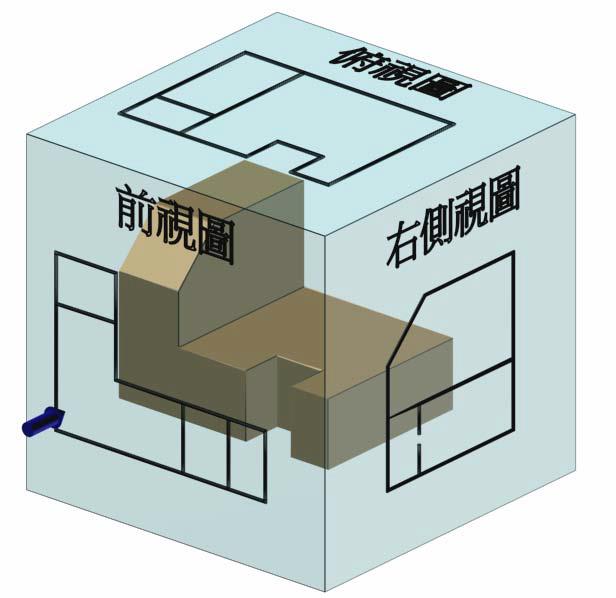
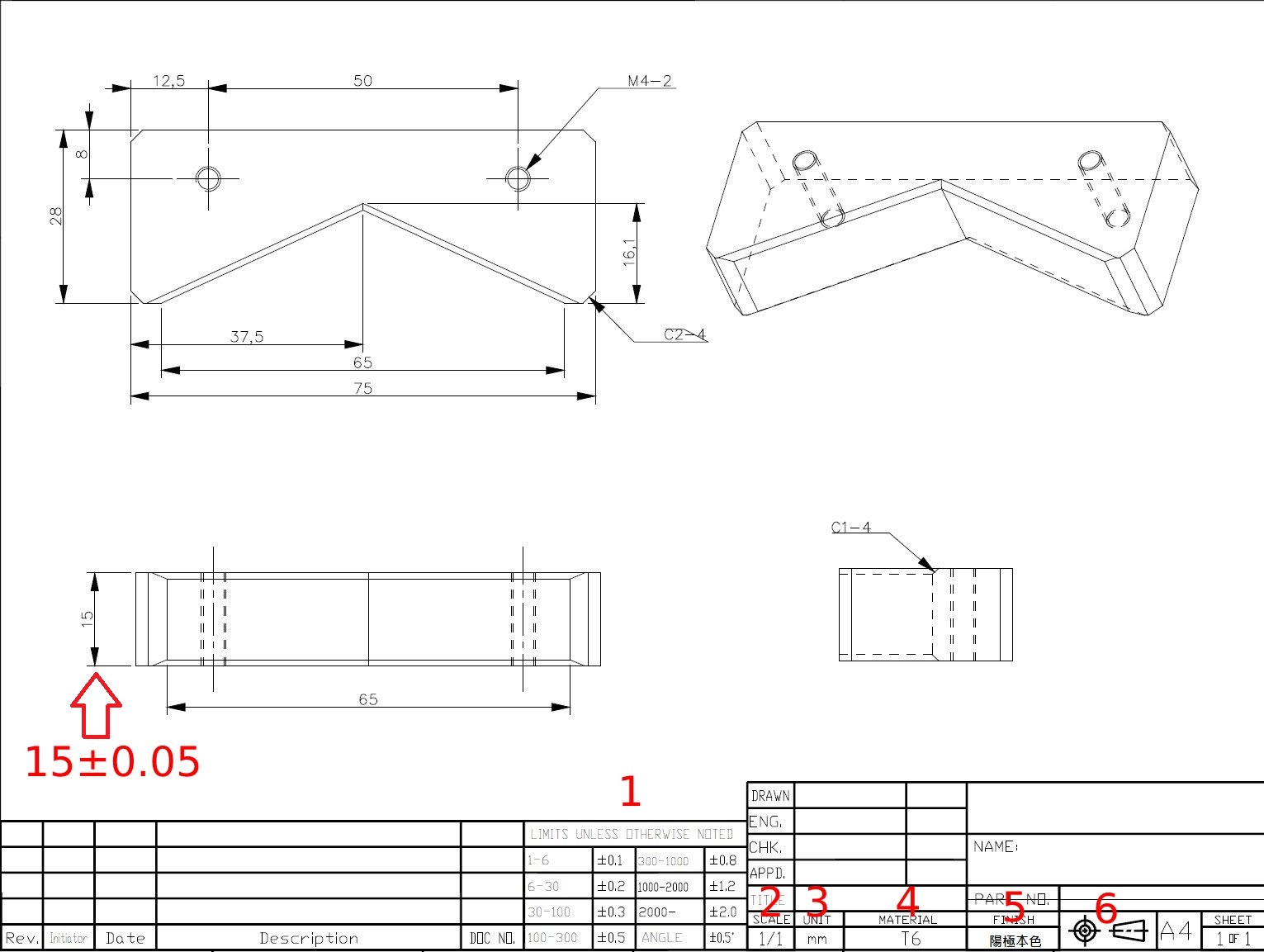
簡單來說是藉由線條及文字說明,精確表達物體之內外構造,世界各國工程圖繪 圖手法相似,所以工程圖故有世界語言之稱。工程圖裡通常包含平面圖、剖面圖,並且會使用公差來表示重點部位。
標準工程圖相關講解:
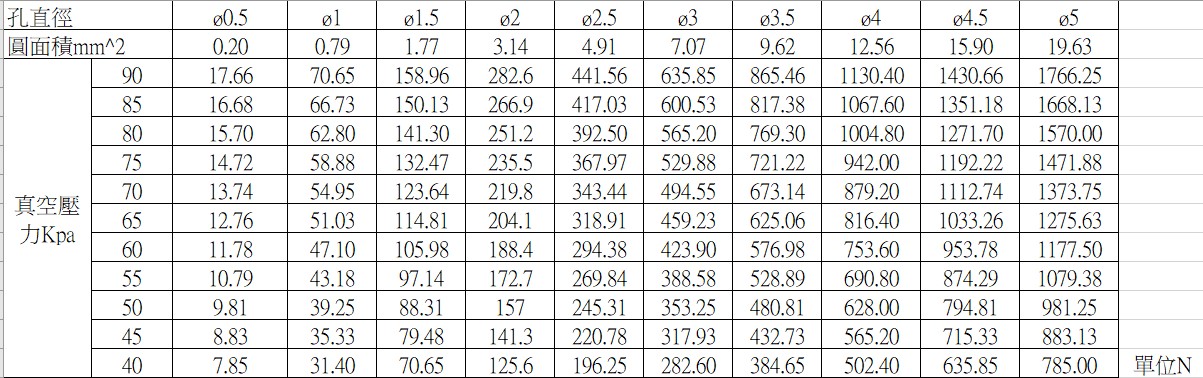
Read More由於某次客戶,需計算他所放的材料能否被自己設計的吸盤吸住,詢問我司如何計算,經過上網研究分享一下目前的理論資訊:
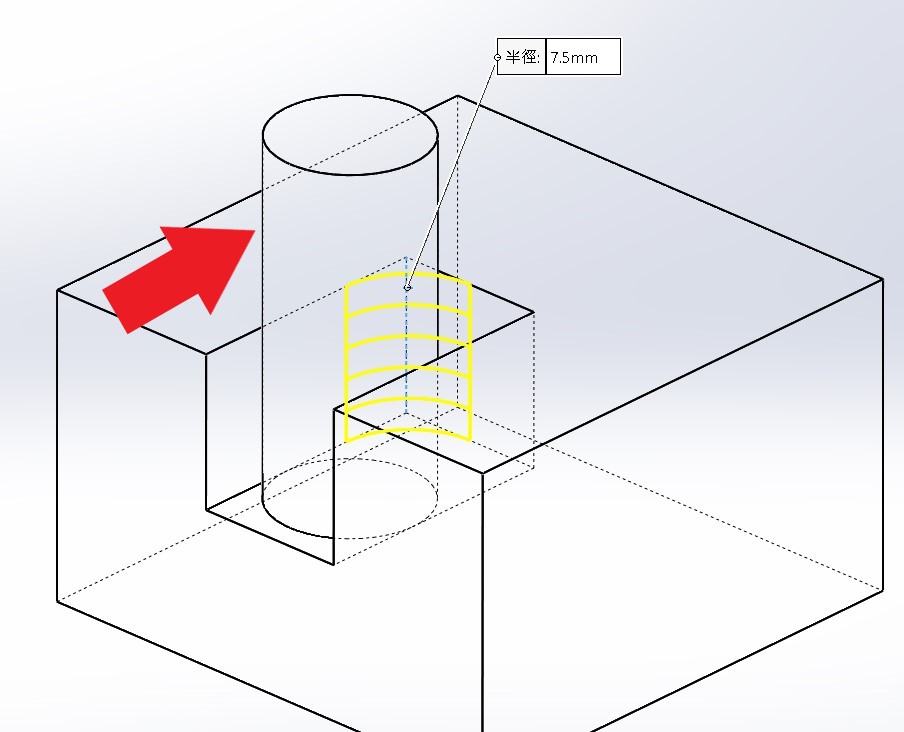
計算真空吸盤的吸附力需要考慮多個因素,包括真空吸盤的尺寸、材質和壓力、物體的重量和表面粗糙度等。通常可以使用下面的公式來計算真空吸盤的吸附力:
工廠的報價是以加工時間加上原物料做為變動成本,如再加上機器設備攤提,報價更為提高,身為客戶的您,當然希望成本越低越好,假設產品還在研發,以不影響應用方面修改設計,讓加工成本降低,報價自然降低。
我們也提供一些具體的方向參考:
Read More客戶需求:需要符合成本,又能達到精度要求的做法
我司方案:
先詢問是成本考量還是精度重要, 我司經常發客戶會以成本考量威優先這時我司就會建議以最簡單的方式製作,當然精度就不會達到圖紙上的要求, 進而發現,某些客戶標示的公差精度不影響他生產。
Read More





 ,上下兩面的平行度
,上下兩面的平行度 ,針對每一項的標記,都會有相對應的工法,標記公差是必要的,但如非必要部分如果還標記精準的公差,報價就會過高,對客戶來說也是不必要的成本浪費。
,針對每一項的標記,都會有相對應的工法,標記公差是必要的,但如非必要部分如果還標記精準的公差,報價就會過高,對客戶來說也是不必要的成本浪費。